精确的平均、最大和最小壁厚
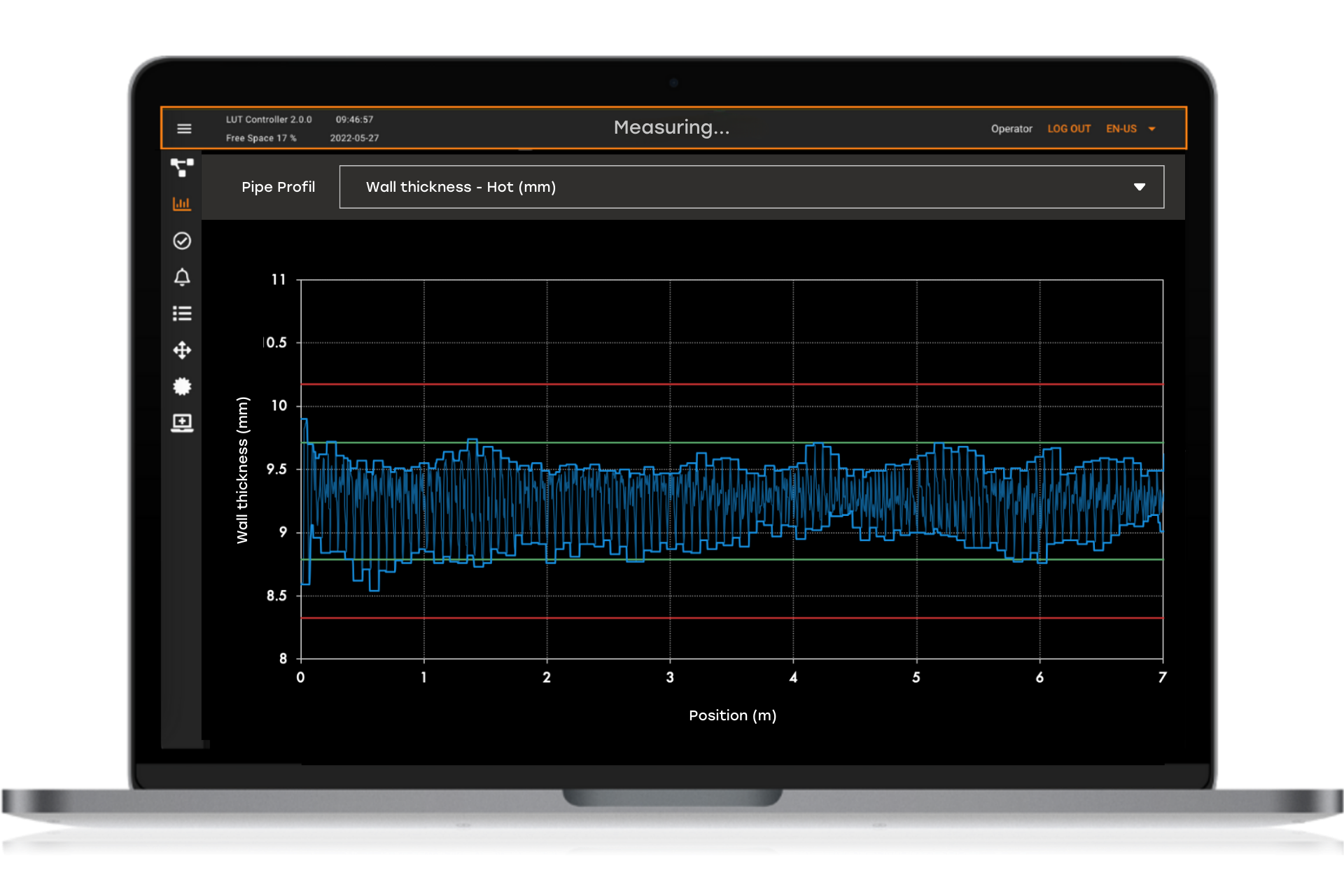
Lut 2.0 测量所有最重要的管件特性。将可调整的公差范围纳入数据图表,操作员可一目了然每根钢管是否在规格范围内。
图中显示旋转工艺轧机的典型 Lut 2.0 壁厚数据图表(蓝色曲线),显示沿管材长度的壁厚变化。操作员可以快速查看厚度是否在容许范围内(绿线),最重要的是不要超过异常范围(红线)。
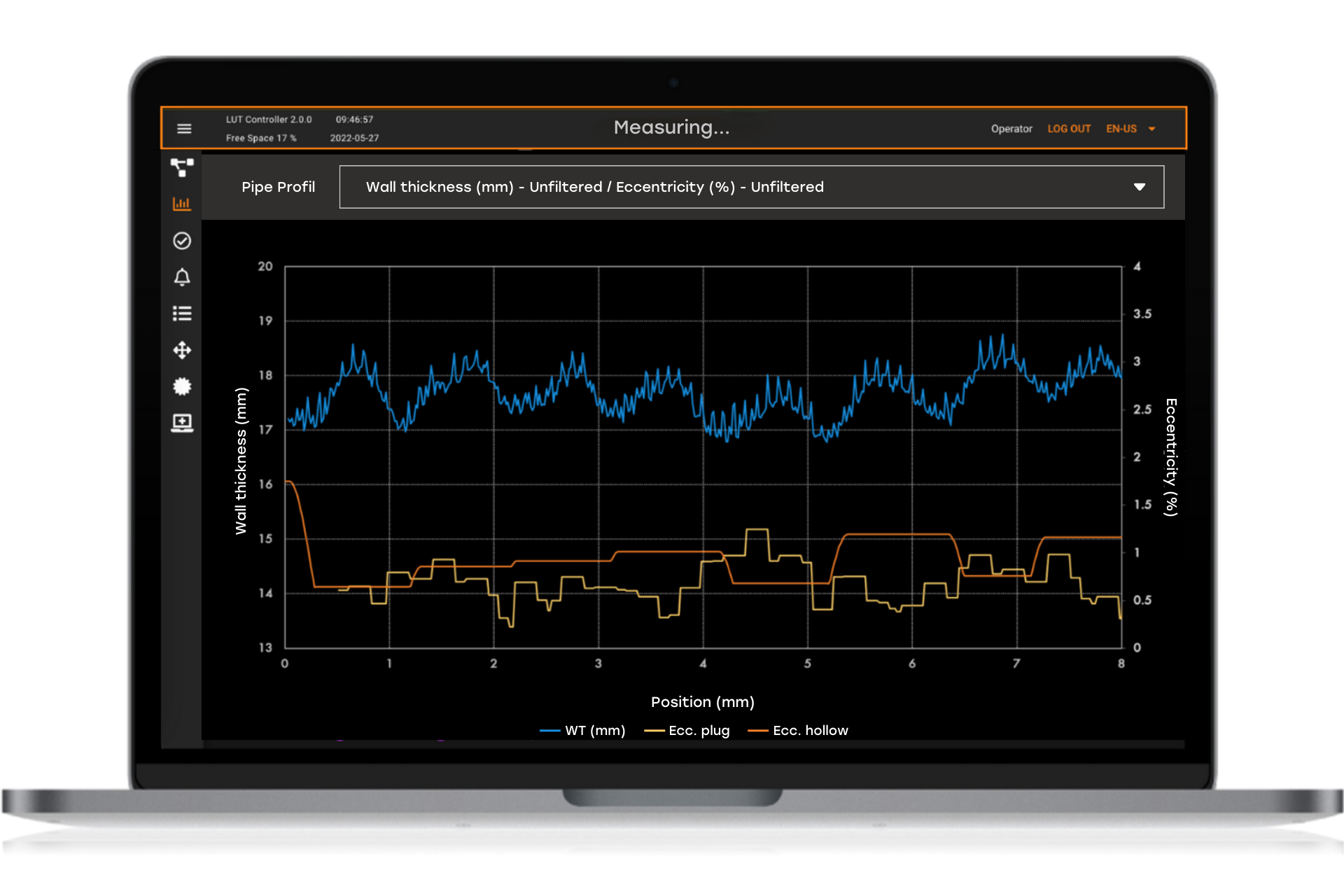
全截面扫描
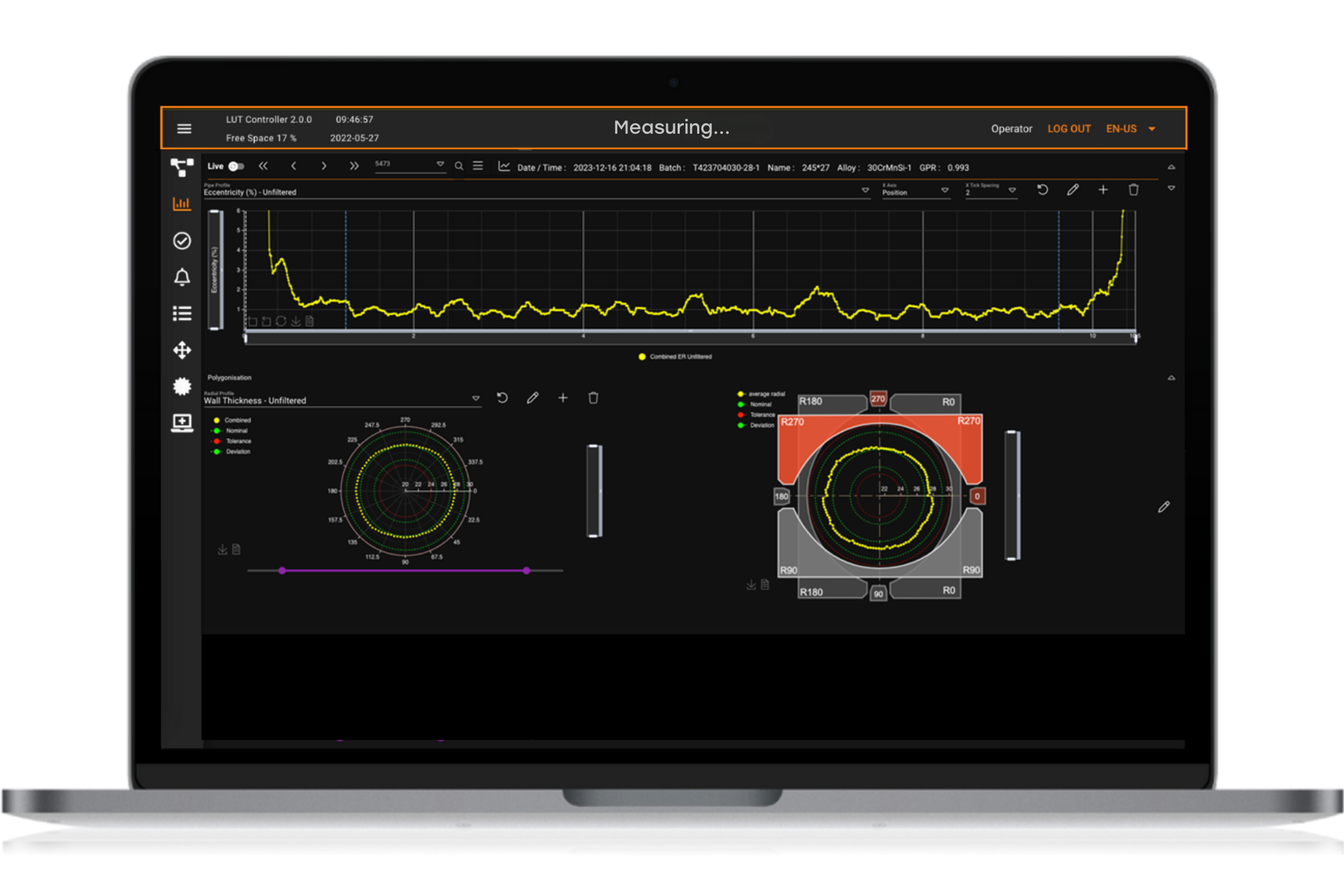
对于现代芯棒轧管机,机架和架辊位置调整是制造均匀壁厚管件的关键因素。Lut 精准测量可产生分辨率极高的横截面剖面图,能够检测出微小特征,如溢出和轧制压力不均匀等问题。
在此示例中,使用 Lut 2.0 测量的横截面剖面(蓝色曲线)与三辊式轧管机的目标值(虚线圆圈)和容许公差(红色圆圈)进行比较。虽然所有显示的厚度都在目标范围内,但是,操作员可以选择调整轧制压力,减小实际横截面与目标值(虚线圆圈)之间轻微的隆起变形。

将数据转化为效率
Lut 2.0 代表了数据收集方面的重大进步,通过其尖端的仪表板为操作员提供了无与伦比的生产洞察力。
Lut 2.0 借鉴了 Tecnar 二十年来在在线测量方面的丰富经验,结合了径向轮廓分析和轮廓周期分析等复杂的分析工具。这些工具提供了对生产条件的重要反馈,包括导致多边形化的轧辊方向问题,以及穿孔和钢坯加热不均匀造成的不同偏心问题。通过收集数据并将其转化为可行的行动指导,这项先进技术使操作员能够主动优化生产效率。
头尾壁厚异常
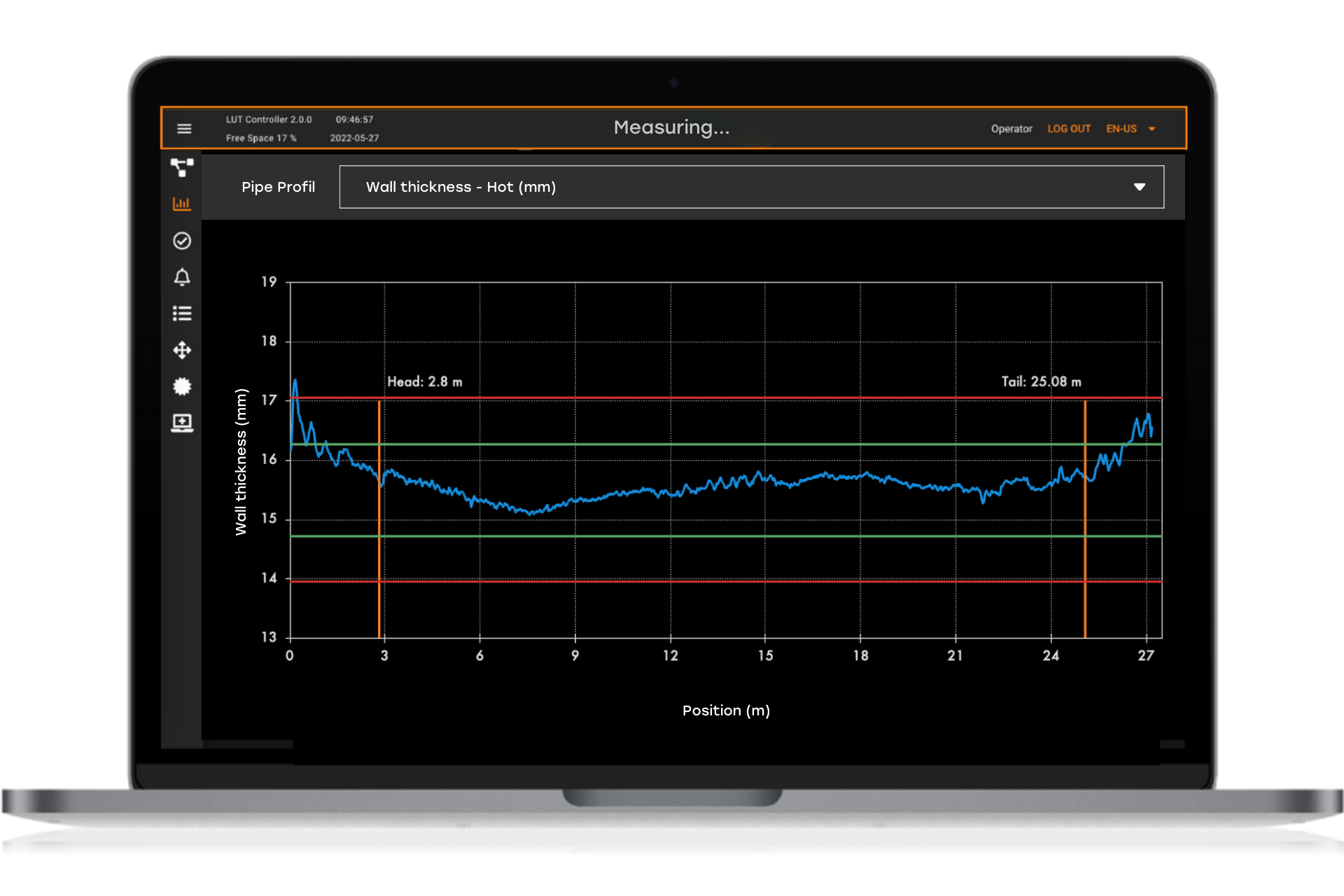
头尾两端壁厚异常是现代芯棒轧管机不可避免的现象,但是可以通过调整轧机设置最大限度地减少这种现象。在芯棒轧管机上进行优化后,还可以在张力减径过程进一步修正两端异常壁厚。Lut 2.0 高级数据图表分析工具自动检测壁厚两端位置,使这两种修正方法更容易实现。
在此示例中,Lut 的高级数据图表分析自动识别头部壁厚异常的结束位置(即 2.8 米的位置)和尾部壁厚异常的起点(即 25.08 米的位置)。该信息可以直接传输到切割机以进行切割优化。
监测热膨胀效应
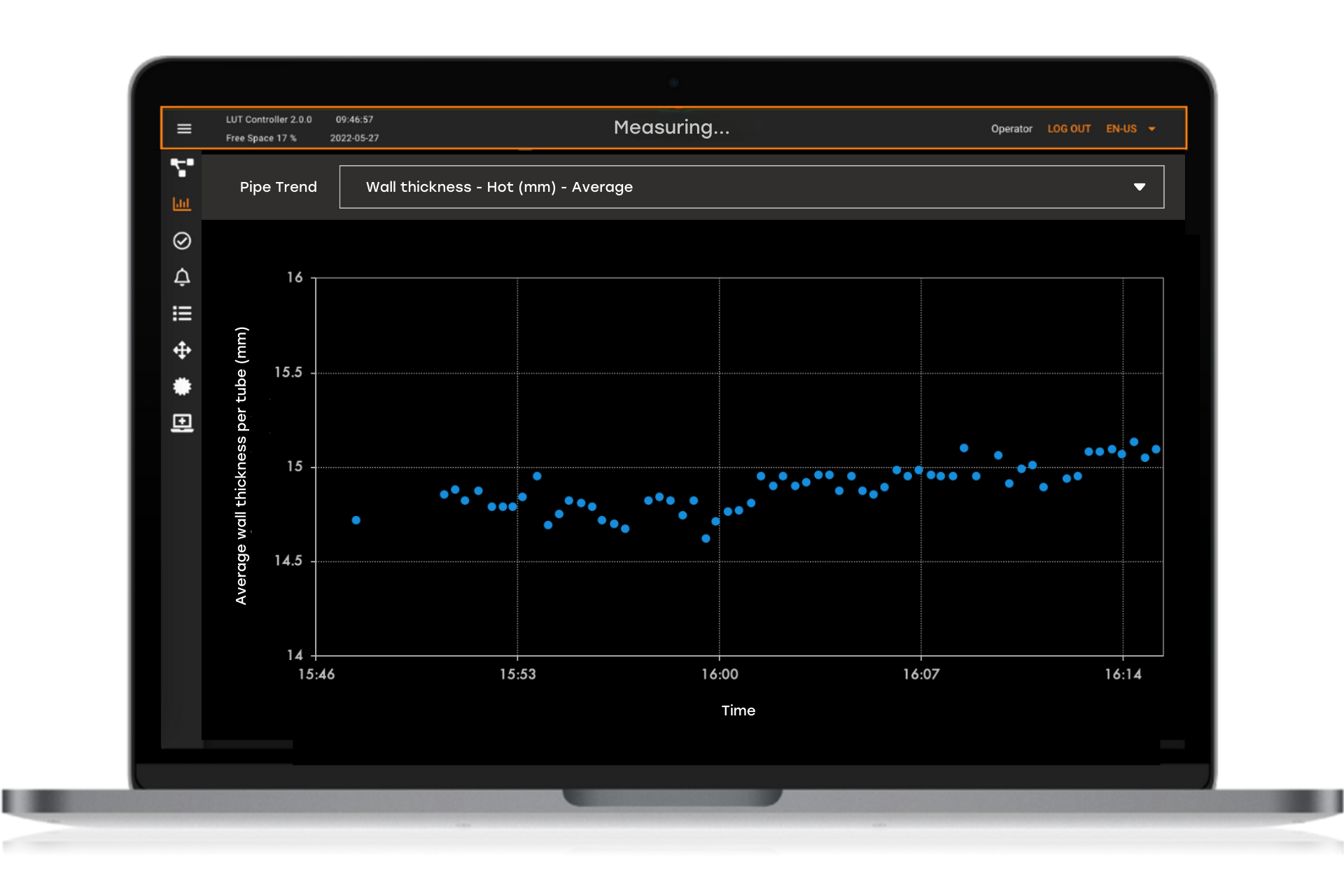
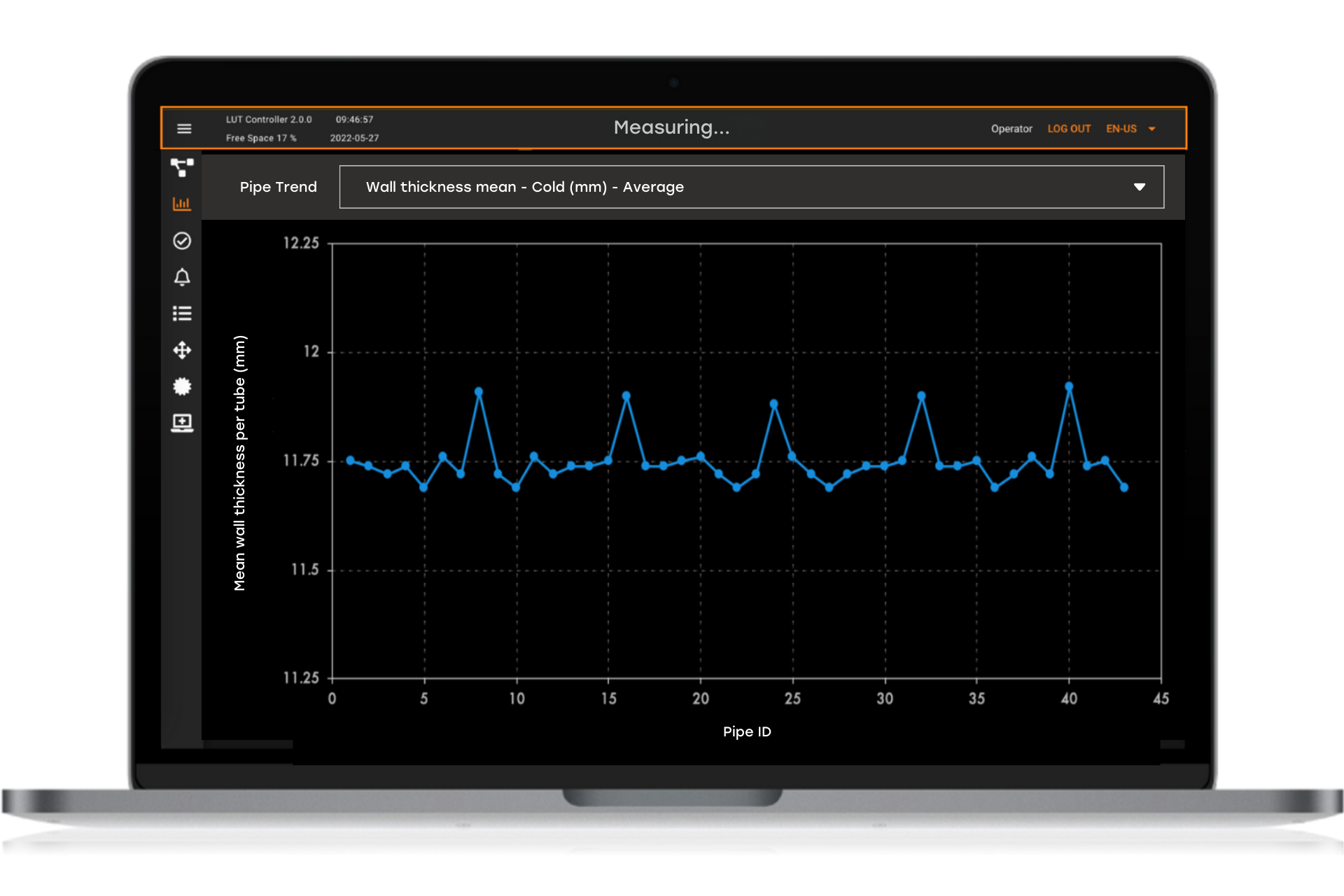
当生产线刚恢复时,产线属于冷启动状态,轧机热膨胀会影响管件壁厚。随着轧机达到其工作温度,如果没有适当控制此效应,后续管件的平均壁厚极大可能偏离目标值。Lut 2.0 可帮助操作员监测和控制随轧机温度趋势变化的平均壁厚。
在此示例中,展示了一个完美的冷启动案例研究。该数据散点图是作为时间函数的各个管的平均壁厚。随着轧制设备升温,在温度稳定下来时,产品慢慢达到目标厚度。
工具磨损
工具磨损是所有轧管机的问题。例如,随着穿孔机顶头磨损,空心管坯中的偏心率增大。使用 Lut 2.0,操作员可以监测各个管件的波动情况,快速发现顶头磨损的影响,在过度磨损导致重大生产损失前更换顶头。
该数据散点图显示了作为穿孔机生产顺序函数的各个管材的平均偏心率。随着顶头因接触热态管坯而磨损增加,操作员可以看到偏心率也逐渐增大。当更换顶头时(序列中的第 47 号和第 48 号管之间),偏心率几乎降为 0。操作员利用该信息,便可在需要时更换顶头,从而减少生产中断。

快速检测缺陷工具
任何需要芯棒的工艺都可能由于其中的一个缺陷工具造成壁厚偏差。由于循环使用芯棒,有缺陷的芯棒会在生产批次中产生周期性厚度异常。使用 Lut 2.0 数据,可快速检测到缺陷芯棒,并将其剔除。
该数据散点图显示各个管件的平均壁厚和顶管机生产序列的函数。请注意,在每八个管件中观测到一个异常值。反复出现异常值表明顶管机中有一个缺陷芯棒。借助 Lut 2.0 数据,操作员可以迅速发现缺陷芯棒,并将其剔除。
偏心率
在无缝钢管制造过程中,有很多偏心率来源,每个来源都以不同方式影响管材数据。区别不同的偏心率阶数和问题根源对于采取适当的纠偏措施至关重要。通过直接测量偏心率,Lut 2.0 高级分析工具可以区别和量化不同的偏心率阶数。
举例来说,Lut 2.0 自动检测第一阶偏心率在多大程度上是由于加热炉(钢坯受热不均匀)或穿轧机设置(空心移动、顶头磨损等)造成的。利用此信息,轧管机操作员可专注于问题根源,更快更高效地解决问题。
提高产量 5%
联系我们,了解如何利用 Lut 2.0 数据,在两年时间内获得投资回报。