通常情况下,从安装调试到最后工厂验收测试需要四 (4) 个星期。 现场安装条件准备好后,设备安装和各单元之间的相互连接需要不到五天时间。在接下来的一周时间里,需要进行设备调试和功能型测试,进行设备第一次联机工作。后面两个星期(第 3 周和第 4 周)专门进行设备性能的联机验证、校准、验收和现场培训实现设备交付。
在 Tecnar 的技术团队到达之前,客户需要进行基础准备: 客户应完成安装 Lut 定位装置的基础性工作,电气设备室布置,确定各控制柜的安装位置,准备好电力供应和通讯信号。 现场安装准备工作充分的话,能让 Lut 安装快速又高效,帮助 Tecnar 技术专家顺利完成设备调试。
采用 Lut 年度计划,用户维护工作仅限于一些简单任务: 每年更换一次冷却液和过滤器,根据使用频率通常每月更换激光检测器的闪光灯,每周目视检查通风过滤网和探头输出镜片。
Lut 壁厚测量的精度基于超声波脉冲飞行时间,不会随时间而发生漂移。不需要定期进行壁厚校准或归零。可在年度维护时进行校准。
Tecnar 为所有用户提供免费的远程客户支持。如果客户遇到问题,我们的专业服务团队可帮助进行故障诊断,尽可能高效地使测量仪重新联机工作。在问题无法远程解决时,我们会迅速派遣服务团队到现场解决问题。Tecnar 公司在中国已经成立了南北两个服务中心,配有专业的技术团队,主旨于服务中国区客户。
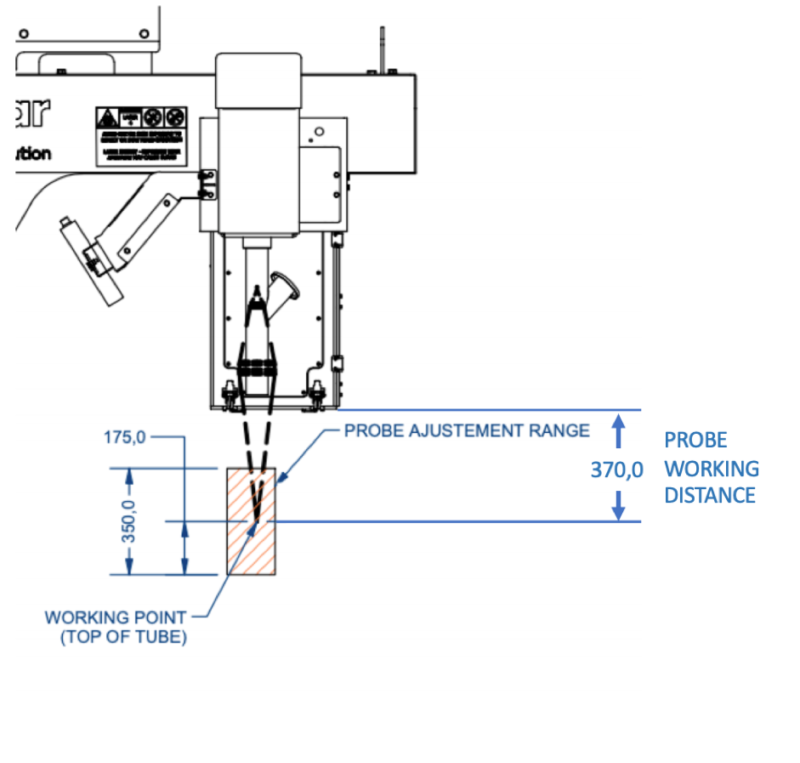
Lut 2.0 工作距离由探头内光学系统确定。根据工厂提供的二级信号,管件直径,自动调整 Lut 探头相对于移动管件表面的位置。此外,Lut 2.0 的光学波动范围为 ±25 毫米,能够适应管件位置的明显变化(基于管件运动或振动),而不影响厚度测量,也不需要调整探头的位置。下图显示 Lut 2.0 单探头固定式的示意图,其标准工作距离为 370 毫米,对不同管件外径进行调整的范围达到 350 毫米。
Lut 2.0 使用工业级别鼓风机(大容量、低压力)保持其探头输出镜片洁净。该鼓风机提供高达 2000 立方米/小时的过滤洁净空气。鼓风机可安装在远离探头达 20 米的地方。为了延长空气滤清器的使用寿命,建议将鼓风机进风口连接到厂房外进风管道。
Lut 2.0 有多个特点,可促进客户提升工艺效率、提高产量和降低成本。评估特定工厂的投资回报涉及多个参数,例如:由于偏心率导致返工的每年总吨数、不合格产品的每年总吨数、管件采样和处理成本、由于等待采样结果而损失的生产时间、在生产批次改型期间报废管材的每年总吨数等等。每种情况各不相同,有自己的特殊性。我们的技术专家可与您面谈,评估在您的生产线上部署 Lut 2.0 带来的经济效益。
根据 Tecnar 在不同条件下对不同轧机的经验,假定十万吨/年,通过减少规格更改时的停工时间和降低开扎时壁厚异常(对每根钢管立即给出壁厚数据图表),通过降低壁厚公差和降低头尾壁厚异常(制造更长的高价值钢管)和最大限度地减少不合格产品数量(跟踪生产参数估计),一个 Lut 2.0 就可为您的工厂每年节约高达 57 万美元。
众所周知,在轧制过程中管件并不总是按我们预期的方向走。以往各版本设备、探头和结构件容易与热轧管发生碰撞。Tecnar 在二代设计中增加了防撞特性,可减小碰撞对系统维修成本的影响。
对于 Lut 2.0 单探头固定式,设计了动臂起重架支撑结构,以保持与动态管材的最大间隙。大工作距离也在热轧产品和探头之间留有安全距离。另外,结构体安装有橡胶支座,在碰撞情况下会发生分离,从而减小传递到系统的动能。
对于 Lut 2.0 单探头定位式、双探头扫描式和三探头扫描式,定位装置设计采用直径 1 米的圆孔, 以保持与任何动态管件的间隙。如果发生碰撞,坚固的结构体安装在橡胶支座上,在碰撞情况下会发生分离,最大限度地减小结构体损坏。